GENERAL
This IM covers the approval process to supply anchor/swedge anchor bolts to Iowa DOT projects and the method to inspect, sample and test anchor/swedge anchor bolts for acceptance. The requirements for anchor/swedge anchor bolts can be found in standard specifications:
· 2405.03,H (bridge bearings and foundations)
· 2522.03,E,4 (high mast light towers)
· 4185.02,B,2 (lighting poles)
· 4187.01,C,3 (sign truss)
· 4189.05 (traffic signal equipment)
Anchor/swedge anchor bolts, nuts and washers shall also comply with the Buy America requirements in IM 107. Approved fabricators of anchor/swedge anchor bolts can be found in the Materials Approved Products Listing Enterprise (MAPLE).
FABRICATOR/SUPPLIER APPROVAL
Prior to furnishing anchor/swedge anchor bolts on a certification basis, the following documents shall be submitted:
1. A request shall be submitted to the Construction and Materials Bureau in Ames, Iowa detailing the location of the fabrication plant and any distribution center(s).
2. Quality control plan/procedures the company has established to ensure material quality and identity through the fabrication process as well as quality control testing.
3. A typical example of certification documents the mill will furnish.
4. Copy of an identification list, invoice or bill of materials providing the information identified in the Certification Procedures.
Upon satisfactory review of this application, the fabrication mill will be placed on the approved list in Appendix A (anchor) or Appendix C (swedge anchor) as appropriate.
CERTIFICATION PROCEDURES
· The fabricator and/or supplier shall furnish an identification list, invoice or bill of lading for each shipment to each project. It shall show the project, design number, dimension, size, length, grade, heat number, and source of pieces in the shipment and contain a certification statement stating that the attached mill test reports represent the itemized material.
· The signed mill test reports/certification shall also include a statement indicating the steel meets the requirements of IM 107, Group 1, Buy America.
· The galvanizer for the anchor/swedge anchor bolts, nuts and washers shall provide a galvanizing certificate which states the chromate treatment.
A copy of these documents is required for each shipment to a project and shall be provided to the Project Engineer responsible for project administration.
ACCEPTANCE
Acceptance of concrete anchor/swedge anchor bolts will be based on approved source, complying verification test samples and certification documentation as indicated above.
Approved fabricators/suppliers of anchor bolts are found in IM 453.08 Appendix A.
Approved fabricators of swedge anchor bolts are found in IM 453.08 Appendix C.
Approved galvanizer and thickness test reports are required.
VERIFICATION SAMPLING & TESTING
1. Minimum sample rate frequency for anchor/swedge anchor bolts - one sample per source per diameter per steel grade per year including the anchor bolt, nut and washer.
2. The District Materials Engineer will coordinate sampling by checking the anchor bolt database for sources and sizes previously sampled and tested in the current calendar year. The database can be found in: W:\Highway\Materials\LAB\Metal Section\Anchor Bolt & Swedge Anchor Bolt test record.
3. Samples shall be properly identified by heat number, source and size, and shall be accompanied with their respective Mill Test Report. Sample information will be recorded electronically as soon as the sample is secured.
4. Field Material personnel shall secure the sample from the project site with all required information (mill test report, monitor inspection form documentation).
5. Samples will be processed in the Central Laboratory.
6. Sample Sizes shall be as follows:
105k (red) 2-1/4” and larger diameter sizes will require 18” sample lengths
105k (red) 2” and smaller diameter sizes will require 36” sample lengths
55k (yellow) 3” and larger diameter sizes will require 18” sample lengths
55k (yellow) 2-3/4” and smaller diameter sizes will require 36” sample lengths
36k (blue) 3-1/2” and larger diameter sizes will require 18” sample lengths
36k (blue) 3-1/4” and smaller diameter sizes will require 36” sample lengths
7. Sample location shall be outside of threads and away from any bends in the bar and can be cut via torch or other method with or without heat.
8. If Sample sizes indicated above in section 6 cannot be successfully secured in the field for 105k (red) 2-1/4” & larger bolts the following option to qualify the anchor bolt may be allowed and is preferred if meeting the criteria as follows:
- Pursuant to ASTM F 1554 Anchor bolt samples of 105k (red) 2-1/4” & larger: The steel producers tensile test reports from bar stock utilized to manufacture the anchor bolts may be used to qualify the finished anchor bolts properties provided the finished anchor bolts have undergone no further heat treatment or cold drawing after the bar stock test. Hot dipped galvanization is not considered as heat treatment and is allowed. The review of the signed mill test reports/certification shall include confirmation the physical, chemical and mechanical properties meet the appropriate ASTM designation, grade and type for the bolt supplied. Visual inspection of threads, deformations and galvanizing thickness testing may be done in the field for these anchor bolts. Samples qualified in this manner will require the anchor bolt database to be updated. A 193 in LIMS may be created to document the check.
The following items will be checked for compliance during verification testing:
Anchor Bolts: 1. Test for strength (proof loading)
2. Visual Inspection
a. Threads
b. Deformations
3. Check/test galvanizing thickness
Nuts: 1. Visual Inspection for markings
2. Check/test galvanizing thickness
3. Check threads for zinc build-up
4. Check for over tapping
5. Test for hardness
Washers: 1. Check/test galvanizing thickness
2. Check/test size and dimension
3. Test for hardness
TYPICAL SWEDGE ANCHOR DETAIL
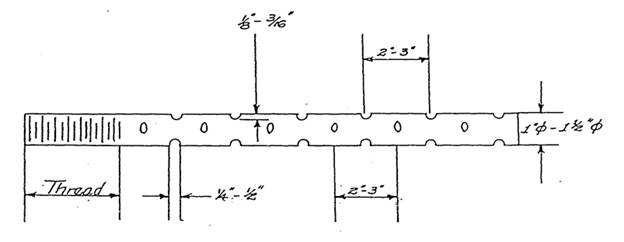
Typical Swedge Anchor Bolt
Swedge anchor bolt requirements
1. Indentation shall be formed by displacement of metal in a staggered pattern. No cutting shall be allowed to form the indentations
2. Four rows of indentations
3. Indentations can either be oblong or round in shape
4. Depth of indentations: 1/8” – 3/16”
5. Indentation shall form a minimum ¼” radius in the bottom of the groove, “V” shaped grooves are not allowed
6. Width of indentations: ¼” – ½”
7. Spacing between indentations: 2.0” – 3.0”
8. Anchor bolts shall be set in accordance with article 2405.03H2 of the Standard Specifications.